









赤峰西門子代理商 赤峰西門子代理商
如何管理通過 S7-1200 PLC 檢測到的外設(shè)錯誤?
文獻
涉及產(chǎn)品
描述
S7-1200 PLC 能夠?qū)τ性\斷能力的設(shè)備進行錯誤檢測和報告。這些錯誤稱之為診斷錯誤。系統(tǒng)能夠檢測以下診斷錯誤:
- 無用戶電源(信號模塊/信號模板)
- 超過高限位 (模擬量輸入或輸出)
- 超過低限位 (模擬量輸入或輸出)
- 斷線(電流輸出)
- 短路(電壓輸出)
所有診斷錯誤將會觸發(fā)"Diagnostic error interrupt"(OB82)。"Diagnostic error interrupt"(OB82)包含啟動信息,可幫助用戶定義錯誤發(fā)生的情況:
- 哪個設(shè)備與通道發(fā)生錯誤
- 當前事件是到來事件還是離去事件
用戶可以在 OB82 中編寫指令用于確定這些信息并可采取相應(yīng)的措施。
使用 "Diagnostic error interrupt"組織塊(OB82)評估診斷錯誤事件
當下列條件滿足時,幾個不同診斷錯誤中的任何一個產(chǎn)生或離去都將觸發(fā)診斷錯誤事件:
- OB82 已被添加到 S7-1200 PLC 中。
- 模塊已使能診斷錯誤事件。
假如 OB82 不存在,CPU 將忽略錯誤。
假如有診斷能力的模塊發(fā)現(xiàn)錯誤時,"Diagnostic error interrupt" OB82 將會中斷循環(huán)程序的正常執(zhí)行。
說明
當創(chuàng)建一個新的項目時將不會自動添加 "Diagnostic error interrupt"(OB82)。
| 序號 | 使用“診斷錯誤中斷”組織塊(OB82)評估診斷錯誤事件 |
| 1 | 添加使用"Diagnostic error interrupt"組織塊(OB82)評估診斷錯誤事件
說明 程序中只能有一個“診斷錯誤中斷”組織塊。
|
| 2 | 從"Diagnostic error interrupt"OB82 中讀出啟動信息
|
| 3 | 評估診"Diagnostic error interrupt"OB82 的啟動信息 “診斷錯誤中斷”OB82 有如下錯誤信息: "IOstate" (WORD) "laddr" (HW-ANY) "Channel" (UINT) "multierror" (BOOL)
|
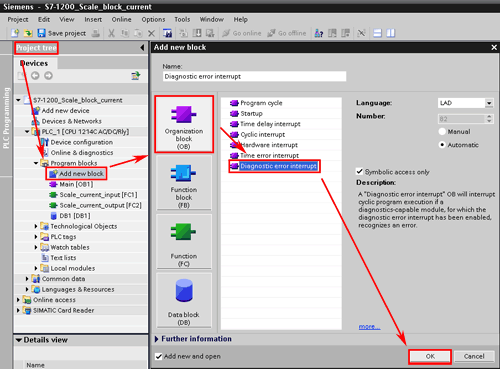
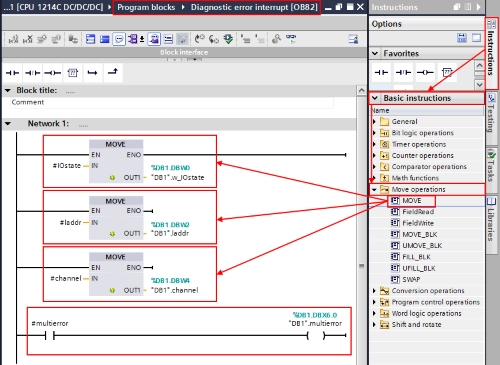
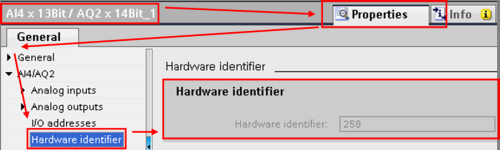
表 01
使能并理解不同的診斷錯誤事件
操作系統(tǒng)會監(jiān)視帶有診斷能力的模板是否發(fā)生上面提及的診斷錯誤。診斷錯誤事件將會被閃爍的紅色LED燈指示。下面的地表格中列出了不同診斷錯誤事件的額外信息,如何使能它們,已經(jīng)LED燈是如何指示的。
| 序號 | 理解不同的診斷錯誤事件 |
| 1 | "No encoder or load power" 如下的 S7-1200 PLC LED 燈將會閃爍(閃爍的 LED 燈顏色:紅色):
"Enable power diagnostics" “啟用電源診斷”
|
| 2 | "超過上限"
如下的 S7-1200 PLC LED 燈會閃爍(閃爍的LED燈顏色:紅色):
“啟用溢出診斷”
|
| 3 | "超過下限" 如下的 S7-1200 PLC LED 燈將會閃爍(閃爍的 LED 燈顏色:紅色):
“啟用下溢診斷”
請查看上面的圖以獲得詳細信息。 |
| 4 | "Wire break" 如下的 S7-1200 PLC LED 燈將會閃爍(閃爍的 LED 燈顏色:紅色):
“啟用斷線診斷”
|
| 5 | "Short circuit" 如下的 S7-1200 PLC LED 燈將會閃爍(閃爍的LED燈顏色:紅色):
“啟用短路診斷”
|


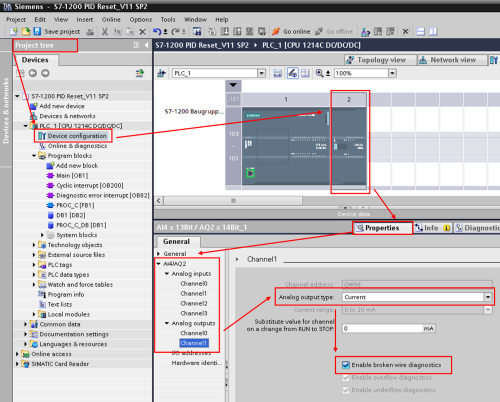

表 02
使用 STEP 7 Basic 在線診斷。
當使用 STEP 7 Basic 在線連接 S7-1200 PLC 時,可以使用"Online & diagnostics"功能:
- 在線連接 S7-1200 PLC。
- 瀏覽"項目樹"找到"在線和診斷"。
- 瀏覽"在線訪問" 窗口的導航區(qū)域找到"診斷緩沖區(qū)"。
- 從 "事件"列表中選擇一個診斷錯誤事件。
- 在 "事件" 列表下面,顯示有所選事件的詳細信息,在這里可以看到硬件標識(HW-ID),通道號和事件類型。
說明
"Incoming event" 表明一個事件的開始。
"Outgoing event" 表明一個事件的結(jié)束。

圖 08
"IOstate" tag
如下的表格中顯示了 "IOstate" 變量可能的 I/O 的狀態(tài)。
| IO state | 描述 |
| Bit 0 | 組態(tài)正確:
|
| Bit 4 | 錯誤:
|
| Bit 5 | 組態(tài)不正確:
|
| Bit 6 | I/O無法被訪問:
在這種情況下, "laddr"變量包含了訪問錯誤 I/O 的硬件識別號
|
表 03
創(chuàng)建環(huán)境:
該文檔中的截屏來自 STEP 7 Basic V11 。
需求:
- S7-1200 PLC
- 以太網(wǎng)電纜
- PG / PC
- STEP 7 (TIA Portal)
- 帶診斷能力的信號模塊/信號模板
S7-1200與D410 TCP 通訊
*文檔: 西門子工程師*本文檔!
文獻
涉及產(chǎn)品
1 概述
本文介紹了通過OPEN IE的方式實現(xiàn)S7-1200與SIMOTION D410PN之間的TCP通信的方法,包括通信的基本配置、組態(tài)和編程等內(nèi)容。S7-1200實現(xiàn)TCP通訊的指令有兩種,一是不帶連接的指令(TCON,TDISCON,TSEND,TRCV),另一種是帶連接的指令(T RCV_C,TSEND_C);SIMOTON包含的通信指令包括tcpOpenClient,tcpOpenServe r,tcpSend,tcpReceive,tcpCloseSever,tcpCloseConnection。
本文選用S7-1200不帶連接的指令TCON,TDISCON,TSEND,TRCV,實現(xiàn)與D410 PN的通訊。
2 S7-1200與D410PN裝置的連接
2.1 硬件配置列表
設(shè)備 | 訂貨號 | 版本 |
CPU 1214C DC/DC/DC | 6ES7214-1AE30-0XB0 | V2.2 |
D410PN | 6AU1410-0AB00-0AA0 | Version B, FW V4.2 |
SCANLANCE X208 | 6GK5208-0BA10-2AA3 | V3.1 |
表1 測試所采用的硬件列表
2.2 所使用的軟件
§ TIA Portal V11 SP2
§ SCOUT V4.2.1
2.3 通訊參數(shù)設(shè)置
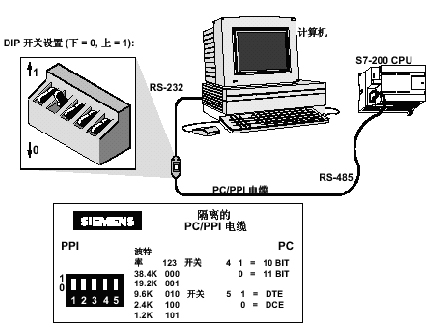
硬件連接配置
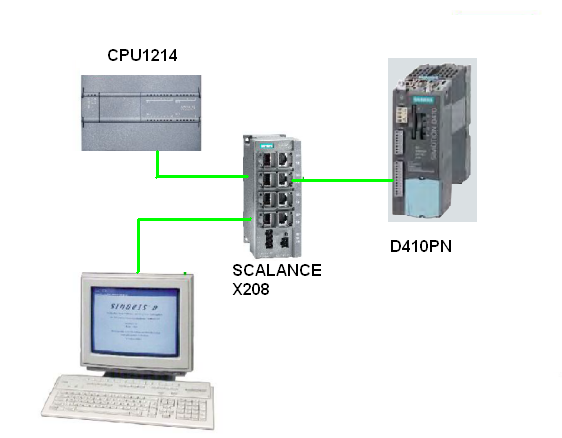
圖1 硬件連接示意圖
CPU 1214C和D410PN本身都帶有集成PN口,可以直接使用。
IP 地址設(shè)置(子網(wǎng)掩碼均為255.255.255.0):
DEVICE | IP Address |
CPU 1214C | 192.168.0.4 |
D410DP | 192.168.0.2 |
PC | 192.168.0.10 |
表2 IP地址設(shè)置
3 項目配置
3.1 S7-1200的配置
打開TIA Portal軟件,新建一個項目,在“添加新設(shè)備”中選擇所需的硬件及版本,如圖2所示。

圖2 選擇設(shè)備和版本
打開設(shè)備視圖,設(shè)置設(shè)備“屬性”下的以太網(wǎng)地址為192.168.0.4,子網(wǎng)掩碼為255. 255.255.0。見圖3。
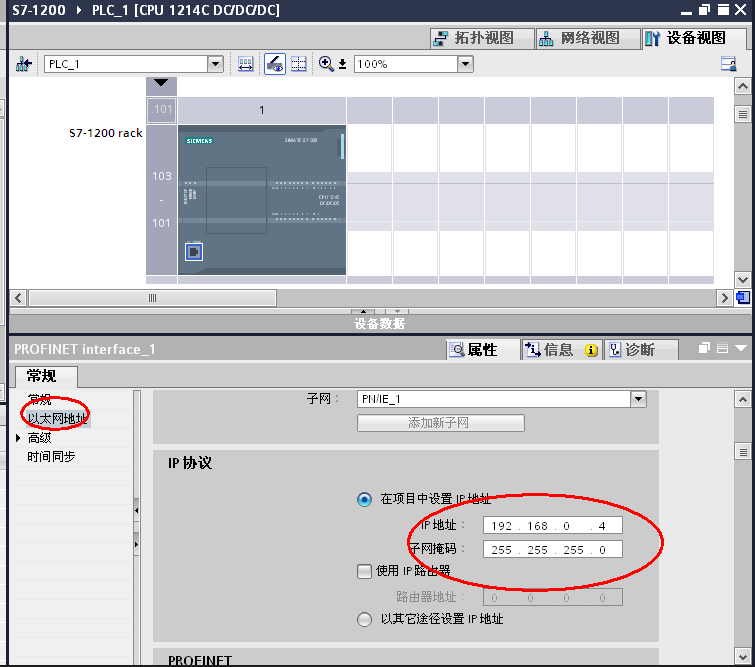
圖3 設(shè)置以太網(wǎng)地址
在設(shè)備視圖的屬性窗口中設(shè)置時鐘存儲器,將時鐘存儲器的地址設(shè)置為MB20,并使用其中的M20.5位,0和1信號以1Hz頻率切換,用來循環(huán)激活發(fā)送任務(wù),見圖4。

圖4 時鐘存儲器設(shè)置
3.2 D410PN的配置
打開SCOUT軟件,新建一個項目,設(shè)置PG/PC接口為電腦的以太網(wǎng)卡,雙擊“INSERT SIMOTION DEVICE”后,選擇相應(yīng)版本的D410PN插入,并打開硬件組態(tài)畫面,在其中設(shè)置PN口的以太網(wǎng)地址和子網(wǎng)掩碼,見圖5。

圖5 組態(tài)D410PN地址
4 通信指令
4.1 S7-1200側(cè)的指令調(diào)用
TCON,TDISCON,TSEND,TRCV等指令均可以在右側(cè)指令中的“通信—>開放式用戶通信”找到。本文中所有通訊指令均在background 中執(zhí)行。
S7-1200在本文中作為Server,通訊開始前先激活TCON指令來建立服務(wù)器端口,并等待Client的建立連接請求,一旦通信連接成功建立,此時“REQ”就不再起作用,若想重新建立連接需先調(diào)用“TDISCON”斷開連接,再從新激活“TCON”重新建立連接。
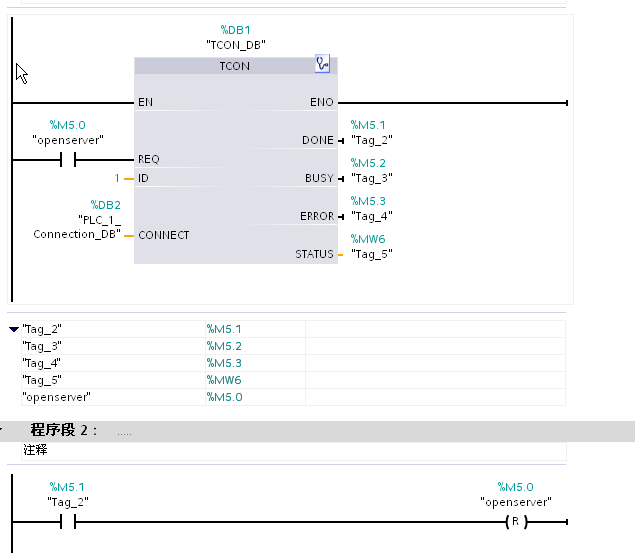
圖6 調(diào)用TCON
“REQ”:激活TCON功能。
“ID”:設(shè)置所建立連接的ID,以后的TSEND、TRCV、TDISCON均使用此ID。
“CONNECT”:連接配置DB,在配置完TCON參數(shù)后自動生成。
“Done”:建立連接任務(wù)完成后置1。
“BUSY”:建立連接任務(wù)執(zhí)行中置1。
“ERROR”為1時,在STATUS中顯示錯誤代碼,“ERROR”為0時,在STATUS中顯示指令執(zhí)行狀態(tài)代碼。
當連接建立成功后,通過程序段2可以將“opensever”置0。
在調(diào)用TCON指令時系統(tǒng)會要求設(shè)置連接參數(shù),見圖7。

圖7 TCON連接參數(shù)設(shè)置
“伙伴”:選擇未。
“地址”:設(shè)置與S7-1200通訊的SIMOTION的地址。
“連接類型”:選擇TCP。
“連接ID”: 發(fā)送、接收和連接斷開所使用的ID。
“連接數(shù)據(jù)”:設(shè)置新建或使用已有的連接DB。
“主動建立連接”:選擇主動建立連接的一方為客戶端,另一方為服務(wù)器。
“端口”:設(shè)置本地和伙伴的端口號,在SIMOTION的指令中會用到這里。
設(shè)置TCON參數(shù)時要先選擇“連接數(shù)據(jù)”中的“新建”,建立一個新的Connection DB,然后再填寫各個參數(shù)。
在通訊成功建立后,激活TSEND,TRCV指令(將發(fā)送指令的“REQ”端置1,將接收指令的“EN_R”置1),用來發(fā)送和接受數(shù)據(jù)。

圖8 TSEND連接參數(shù)設(shè)置

圖9 TRCV連接參數(shù)設(shè)置
注意:
(1) 在建立“DATA”中要插入的發(fā)送數(shù)據(jù)和接受數(shù)據(jù)DB時,其塊訪問的方式必須是“標準-與S7-300/400兼容”,否則在激指令時會報錯,見圖10。
(2) TSEND與TRCV的“ID”必須與TCON中設(shè)置的相同,而此“ID”與SIMOTION中的“ID”未必相同。
(3) TRCV在接收數(shù)據(jù)成功后,“NDR”會自動置1,且“RCVD_LEN”會顯示接收到的數(shù)據(jù)長度。

圖10 數(shù)據(jù) DB建立
若要斷開當前連接,則調(diào)用TDISCON。成功斷開連接后,根據(jù)程序段6,“dis con”位會被重新置0。

圖11 TDISCON連接參數(shù)設(shè)置
4.2 SIMOTION側(cè)的指令調(diào)用
SIMOTION的通信指令可以在Command library中的“Communication->Data transfer”目錄下找到。通信程序塊“TCP”放在background中運行。
tcpOpenClient指令,該指令用來在simotion 側(cè)激活客戶端端口,并向服務(wù)器發(fā)送連接請求,若請求成功,則建立連接,并返回連接ID。該指令需使用上跳沿單次觸發(fā),此函數(shù)只調(diào)用一次,得到連接ID后應(yīng)停止調(diào)用。

圖12 tcpOpenClient指令參數(shù)設(shè)置
“port”:設(shè)置simotion本地端口號。
“severAddress”:設(shè)置通訊服務(wù)器(S7-1200)地址(192.168.0.4)。
“serverport”:設(shè)置服務(wù)器(S7-1200)端口號,必須與S7-1200組態(tài)中設(shè)置的相同。
“nextCommand”:
IMMEDIAY:命令與后續(xù)所要執(zhí)行的命令同步執(zhí)行。
WHEN_COMMAND_DONE:命令執(zhí)行或失敗后執(zhí)行后續(xù)的命令,異步執(zhí)行。
本文中將程序放在simotion的background中執(zhí)行,因此若使用WHEN_COMMAND_DONE模式,有可能在該命令執(zhí)行時間過長情況下導致background執(zhí)行超時,系統(tǒng)報錯停機。
“OUT”:函數(shù)調(diào)用返回信息,包括執(zhí)行狀態(tài)和返回的連接ID,后面的發(fā)送和接收指令均使用該ID。數(shù)據(jù)類型為結(jié)構(gòu)體(StructRetTcpOpenClient),參考表3。
結(jié)構(gòu) | 名稱 | 數(shù)據(jù)類型 |
functionResult | 狀態(tài)信息,查看 連接是否建立 | DINT |
connectionId | 連接號 | DINT |
表3 TcpOpenClient返回值結(jié)
TcpSend指令用于發(fā)送數(shù)據(jù),與S7-1200的接收指令相對應(yīng),可循環(huán)調(diào)用。
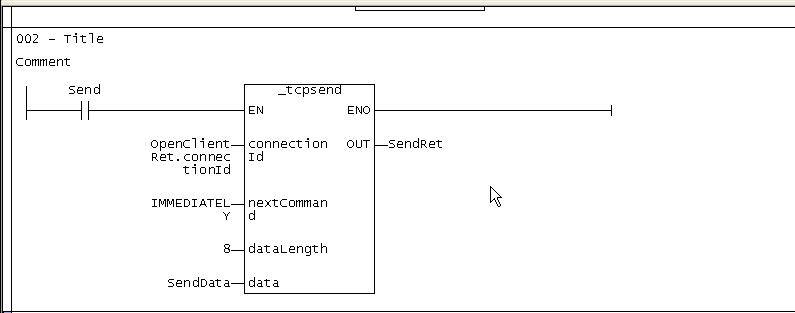
圖13 TcpSend參數(shù)設(shè)置
“ConnectionId” :使用tcpOpenClient返回的ID。
“nextCommand”:
IMMEDIAY:命令與后續(xù)所要執(zhí)行的命令同步執(zhí)行。
WHEN_COMMAND_DONE:命令執(zhí)行或失敗后執(zhí)行后續(xù)的命令,異步執(zhí)行。
本文中將程序放在simotion的background中執(zhí)行,因此若使用WHEN_COMMAND_DONE模式,有可能在該命令執(zhí)行時間過長情況下導致background執(zhí)行超時,系統(tǒng)報錯停機。
“DataLength”:發(fā)送數(shù)據(jù)的字節(jié)長度,本例為8,發(fā)送數(shù)據(jù)區(qū)的前8個字節(jié)。
“Data”:發(fā)送數(shù)據(jù)區(qū),數(shù)據(jù)類型為數(shù)組,ARRAY[0..4095] OF BYTE。
“OUT”:輸出通信狀態(tài)。
注意:SIMOTION的發(fā)送區(qū)(接收區(qū))與PLC的接收區(qū)(發(fā)送區(qū))數(shù)據(jù)長度必須*。
TcpReceive指令用于發(fā)送數(shù)據(jù),與S7-1200的接收指令相對應(yīng),可循環(huán)調(diào)用。

圖14 TcpReceive參數(shù)設(shè)置
“ConnectionId” :使用tcpOpenClient返回的ID。
“nextCommand”:
IMMEDIAY:命令與后續(xù)所要執(zhí)行的命令同步執(zhí)行。
WHEN_COMMAND_DONE:命令執(zhí)行或失敗后執(zhí)行后續(xù)的命令,異步執(zhí)行。
本文中將程序放在simotion的background中執(zhí)行,因此若使用WHEN_COMMAND_DONE模式,有可能在該命令執(zhí)行時間過長情況下導致background執(zhí)行超時,系統(tǒng)報錯停機。
“receivevarible”:接收數(shù)據(jù)區(qū),數(shù)據(jù)類型為數(shù)組,ARRAY[0..4095] OF BYTE。
“OUT”:調(diào)用函數(shù)返回信息,包括調(diào)用狀態(tài)和接收的字節(jié)數(shù)量。數(shù)據(jù)類型為結(jié)構(gòu)體(StructRetTcpReceive),參考表4。
結(jié)構(gòu) | 名稱 | 數(shù)據(jù)類型 |
functionResult | 接收狀態(tài)信息 | DINT |
dataLength | 接收字節(jié)長度 | UDINT |
表4 TcpReceive返回值結(jié)構(gòu)
5 實驗過程
本例中使用的程序可以在“S7-1200.zip (1350 KB) ( 1350 KB ) ”和“D410.zip (1597 KB) ( 1597 KB ) ”這兩個壓縮包中找到。
首先在S7-1200側(cè)激活建立連接的指令“TCON”,等待SIMOTION側(cè)的連接請求,接著在SIMOTION側(cè)激活打開客戶端指令“TcpOpenClient”,發(fā)送建立連接的請求。請求成功后,“TcpOpenClient”的返回值結(jié)構(gòu)中的functionResult會顯示“0”,同時在connectionId中會返回ID(此ID與PLC中設(shè)置的ID未必*)。
之后分別使能PLC側(cè)和SIMOTION側(cè)的發(fā)送接收指令,開始數(shù)據(jù)傳送。
SIMOTION側(cè)WATCH TABLE監(jiān)控結(jié)果:
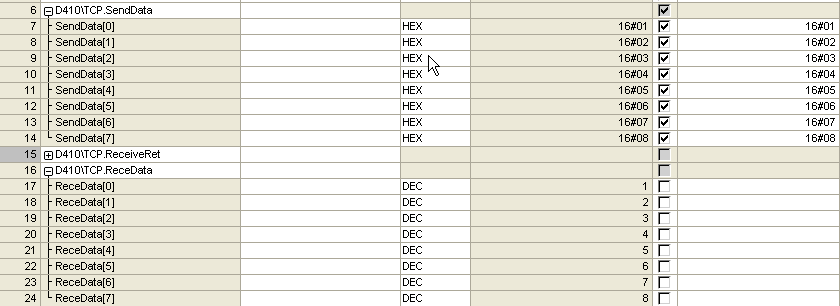
圖15 SIMOTION側(cè)接收和發(fā)送的數(shù)據(jù)
PLC側(cè)監(jiān)控表的監(jiān)控結(jié)果:
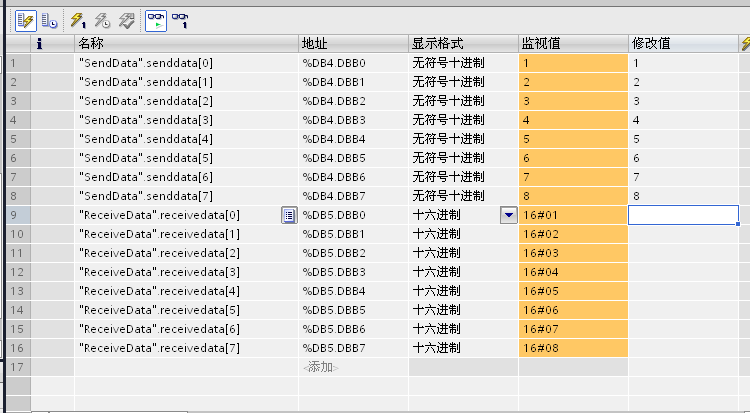
圖16 PLC側(cè)接收和發(fā)送的數(shù)據(jù)
數(shù)控(英文名字:Numerical Control 簡稱:NC)技術(shù)是指用數(shù)字、文字和符號組成的數(shù)字指令來實現(xiàn)一臺或多臺機械設(shè)備動作控制的技術(shù)。數(shù)控一般是采用通用或計算機實現(xiàn)數(shù)字程序控制,因此數(shù)控也稱為計算機數(shù)控(Computerized Numerical Control ),簡稱CNC,國外一般都稱為CNC,很少再用NC這個概念了。

加工原則
加工路線的確定
數(shù)控車床進給加工路線指車刀從對刀點(或機床固定原點)開始運動起,直至返回該點并結(jié)束加工程序所經(jīng)過的路徑,包括切削加工的路徑及切人、切出等非切削空行程路徑。
精加工的進給路線基本上都是沿其零件輪廓順序進行的,因此,確定進給路線的工作重點是確定粗加工及空行程的進給路線。
在數(shù)控車床加工中,加工路線的確定一般要遵循以下幾方面原則。
①應(yīng)能保證被加工工件的精度和表面粗糙度。
②使加工路線zui短,減少空行程時間,提高加工效率。
③盡量簡化數(shù)值計算的工作量,簡化加工程序。
④對于某些重復使用的程序,應(yīng)使用子程序。
優(yōu)缺點
數(shù)控加工有下列優(yōu)點:
①大量減少工裝數(shù)量,加工形狀復雜的零件不需要復雜的工裝。如要改變零件的形狀和尺寸,只需要修改零件加工程序,適用于新產(chǎn)品研制和改型。
②加工質(zhì)量穩(wěn)定,加工精度高,重復精度高,適應(yīng)飛行器的加工要求。
③多品種、小批量生產(chǎn)情況下生產(chǎn)效率較高,能減少生產(chǎn)準備、機床調(diào)整和工序檢驗的時間,而且由于使用切削量而減少了切削時間。
④可加工常規(guī)方法難于加工的復雜型面,甚至能加工一些無法觀測的加工部位。
數(shù)控加工的缺點是機床設(shè)備費用昂貴,要求維修人員具有較高水平。簡介
它所控制的通常是位置、角度、速度等機械量和與機械能量流向有關(guān)的開關(guān)量。數(shù)控的產(chǎn)生依賴于數(shù)據(jù)載體和二進制形式數(shù)據(jù)運算的出現(xiàn)。1908年,穿孔的金屬薄片互換式數(shù)據(jù)載體問世;19世紀末,以紙為數(shù)據(jù)載體并具有輔助功能的控制系統(tǒng)被發(fā)明;1938年,香農(nóng)在美國麻省理工學院進行了數(shù)據(jù)快速運算和傳輸,奠定了現(xiàn)代計算機,包括計算機數(shù)字控制系統(tǒng)的基礎(chǔ)。數(shù)控技術(shù)是與機床控制密切結(jié)合發(fā)展起來的。1952年,*臺數(shù)控機床問世(由帕森斯和麻省理工學院合作),成為世界機械工業(yè)*一件劃時代的事件,推動了自動化的發(fā)展。
數(shù)控技術(shù)也叫計算機數(shù)控技術(shù)(CNC,Computerized Numerical Control),它是采用計算機實現(xiàn)數(shù)字程序控制的技術(shù)。這種技術(shù)用計算機按事先存貯的控制程序來執(zhí)行對設(shè)備的運動軌跡和外設(shè)的操作時序邏輯控制功能。由于采用計算機替代原先用硬件邏輯電路組成的數(shù)控裝置,使輸入操作指令的存貯、處理、運算、邏輯判斷等各種控制機能的實現(xiàn),均可通過計算機軟件來完成,處理生成的微觀指令傳送給伺服驅(qū)動裝置驅(qū)動電機或液壓執(zhí)行元件帶動設(shè)備運行。[2]技術(shù)領(lǐng)域
數(shù)控技術(shù)是用數(shù)字信息對機械運動和工作過程進行控制的技術(shù),數(shù)控裝備是以數(shù)控技術(shù)為代表的新技術(shù)對傳統(tǒng)制造產(chǎn)業(yè)和新興制造業(yè)的滲透形成的機電一體化產(chǎn)品,即所謂的數(shù)字化裝備,如數(shù)控機床等。其技術(shù)涉及多個領(lǐng)域:(1)機械制造技術(shù);
(2)信息處理、加工、傳輸技術(shù);
(3)自動控制技術(shù);
(4)伺服驅(qū)動技術(shù);
(5)傳感器技術(shù);
(6)軟件技術(shù)等。
數(shù)控技術(shù)及裝備是發(fā)展新興*產(chǎn)業(yè)和*工業(yè)的使能技術(shù)和zui基本的裝備。世界各國信息產(chǎn)業(yè)、生物產(chǎn)業(yè)、、航天等國防工業(yè)廣泛采用數(shù)控技術(shù),以提高制造能力和水平,提高對市場的適應(yīng)能力和競爭能力。工業(yè)發(fā)達國家還將數(shù)控技術(shù)及數(shù)控裝備列為國家的戰(zhàn)略物資,不僅大力發(fā)展自己的數(shù)控技術(shù)及其產(chǎn)業(yè),而且在"高精尖"數(shù)控關(guān)鍵技術(shù)和裝備方面對我國實行和限制政策。因此大力發(fā)展以數(shù)控技術(shù)為核心的*制造技術(shù)已成為世界各發(fā)達國家加速經(jīng)濟發(fā)展、提高綜合國力和國家地位的重要途徑。基礎(chǔ)
什么是CNC
傳統(tǒng)的機械加工都是用手工操作普通機床作業(yè)的,加工時用手搖動機械切削金屬,靠眼睛用卡尺等工具測量產(chǎn)品的精度的。現(xiàn)代工業(yè)早已使用電腦數(shù)字化控制的機床進行作業(yè)了,數(shù)控機床可以按照技術(shù)人員事先編好的程序自動對任何產(chǎn)品和零部件直接進行加工了。這就是我們說的“數(shù)控加工”。數(shù)控加工廣泛應(yīng)用在所有機械加工的任何領(lǐng)域,更是模具加工的發(fā)展趨勢和重要和必要的技術(shù)手段。
“CNC”是英文Computerized Numerical Control(計算機數(shù)字化控制)的縮寫
數(shù)控機床是按照事先編制好的加工程序,自動地對被加工零件進行加工。我們把零件的加工工藝路線、工藝參數(shù)、的運動軌跡、位移量、切削參數(shù)(主軸轉(zhuǎn)數(shù)、進給量、背吃刀量等)以及輔助功能(換刀、主軸正轉(zhuǎn)、反轉(zhuǎn)、切削液開、關(guān)等),按照數(shù)控機床規(guī)定的指令代碼及程序格式編寫成加工程序單,再把這程序單中的內(nèi)容記錄在控制介質(zhì)上(如穿孔紙帶、磁帶、磁盤、磁泡存儲器),然后輸入到數(shù)控機床的數(shù)控裝置中,從而指揮機床加工零件。
這種從零件圖的分析到制成控制介質(zhì)的全部過程叫數(shù)控程序的編制。數(shù)控機床與普通機床加工零件的區(qū)別在于數(shù)控機床是按照程序自動加工零件,而普通機床要由人來操作,我們只要改變控制機床動作的程序就可以達到加工不同零件的目的。因此,數(shù)控機床特別適用于加工小批量且形狀復雜要求精度高的零件
由于數(shù)控機床要按照程序來加工零件,編程人員編制好程序以后,輸入到數(shù)控裝置中來指揮機床工作。程序的輸入是通過控制介質(zhì)來的。編程
通常數(shù)控編程可分為兩種情況:手動編程與自動編程。對于外形比較簡單的(例如數(shù)控車床車簡單內(nèi)外輪廓,數(shù)控銑床銑平面等)可用手動編程,這種方式比較簡單,很容易掌握,適應(yīng)性較大。適用于中等復雜程度程序、計算量不大的零件編程,對機床操作人員來講必須掌握。而自動編程就比較復雜了,一般用于幾何形狀比較復雜的零件,計算量比較大,人力難以完成的零件。常用的自動編程軟件有:UG Master CAM catia 等。發(fā)展趨勢
數(shù)控技術(shù)的應(yīng)用不但給傳統(tǒng)制造業(yè)帶來了革命性的變化,使制造業(yè)成為工業(yè)化的象征,而且隨著數(shù)控技術(shù)的不斷發(fā)展和應(yīng)用領(lǐng)域的擴大,對民生的一些重要行業(yè)國防、汽車等的發(fā)展起著越來越重要的作用,這些行業(yè)裝備數(shù)字化已是現(xiàn)代發(fā)展的大趨勢,如:橋式三、五坐標高速數(shù)控龍門銑床、龍門移動式五坐標AC擺角數(shù)控龍門銑床、龍門移動式三坐標數(shù)控龍門銑床等。
高速化發(fā)展
隨著數(shù)控系統(tǒng)核心處理器性能的進步,目前高速加工中心進給速度zui高可達80m/min,空運行速度可達100m/min左右。世界上許多汽車廠,包括我國的上海通用汽車公司,已經(jīng)采用以高速加工中心組成的生產(chǎn)線部分替代組合機床。美國CINCINNATI公司的HyperMach機床進給速度zui大達60m/min,快速為100m/min,加速度達2g,主軸轉(zhuǎn)速已達60000r/min。加工一薄壁飛機零件,只用30min,而同樣的零件在一般高速銑床加工需3小時,在普通銑床加工需8小時。
由于機構(gòu)各組件分工的專業(yè)化,在專業(yè)主軸廠的開發(fā)下,主軸高速化日益普及。過去只用于汽車工業(yè)高速化的機種(每分鐘1.5萬轉(zhuǎn)以上的機種),已成為*的機械產(chǎn)品要件。
精密化發(fā)展
隨著伺服控制技術(shù)和傳感器技術(shù)的進步,在數(shù)控系統(tǒng)的控制下,機床可以執(zhí)行亞微米級的精確運動。在加工精度方面,普通級數(shù)控機床的加工精度已由10μm提高到5μm,精密級加工中心則從3~5μm,提高到1~1.5μm,并且超精密加工精度已開始進入納米級(0.01μm)。
開放化發(fā)展
由于計算機硬件的標準化和模塊化,以及軟件模塊化,開放化技術(shù)的日益成熟,數(shù)控技術(shù)開始進入開放化的階段。開放式數(shù)控系統(tǒng)有更好的通用性、柔性、適應(yīng)性、擴展性。美國、歐共體和日本等國紛紛實施戰(zhàn)略發(fā)展計劃,并進行開放式體系結(jié)構(gòu)數(shù)控系統(tǒng)規(guī)范(OMAC、OSACA、OSEC)的研究和制定,世界3個zui大的經(jīng)濟體在短期內(nèi)進行了幾乎相同的科學計劃和技術(shù)規(guī)范的制定,預示了數(shù)控技術(shù)的一個新的變革時期的來臨。我國在2000年也開始進行中國的ONC數(shù)控系統(tǒng)的規(guī)范框架的研究和制定。
復合化發(fā)展
隨著產(chǎn)品外觀曲線的復雜化致使模具加工技術(shù)必須不斷升級,對數(shù)控系統(tǒng)提出了新的需求。機床五軸加工、六軸加工已日益普及,機床加工的復合化已是不可避免的發(fā)展趨勢。新日本工機的5面加工機床采用復合主軸頭,可實現(xiàn)4個垂直平面的加工和任意角度的加工,使得5面加工和5軸加工可在同一臺機床上實現(xiàn),還可實現(xiàn)傾斜面和倒錐孔的加工。德國DMG公司展出DMUVoution系列加工中心,可在一次裝夾下5面加工和5軸聯(lián)動加工,可由CNC系統(tǒng)控制或CAD/CAM直接或間接控制。
數(shù)控車床的選用
數(shù)控車床又稱為 CNC車床,即計算機數(shù)字控制車床,是目前國內(nèi)使用量zui大,覆蓋面zui廣的一種數(shù)控機床,約占數(shù)控機床總數(shù)的25%。數(shù)控機床是集機械、電氣、液壓、氣動、微電子和信息等多項技術(shù)為一體的機電一體化產(chǎn)品。是機械制造設(shè)備中具有高精度、高效率、高自動化和高柔性化,加工質(zhì)量穩(wěn)定可靠等優(yōu)點的工作母機。數(shù)控機床的技術(shù)水平高低及其在金屬切削加工機床產(chǎn)量和總擁有量的百分比是衡量一個國家國民經(jīng)濟發(fā)展和工業(yè)制造整體水平的重要標志之一。數(shù)控車床是數(shù)控機床的主要品種之一,它在數(shù)控機床中占有非常重要的位置,幾十年來一直受到世界各國的普遍重視并得到了迅速的發(fā)展。
數(shù)控車床、車削中心,是一種高精度、高效率的自動化機床。它具有廣泛的加工藝性能,可加工直線圓柱、斜線圓柱、圓弧和各種螺紋。具有直線插補、圓弧插補各種補償功能,并在復雜零件的批量生產(chǎn)中發(fā)揮 了良好的經(jīng)濟效果。合理選用數(shù)控車床,應(yīng)遵循如下原則:
選用原則
1. 前期準備
確定典型零件的工藝要求、加工工件的批量,擬定數(shù)控車床應(yīng)具有的功能是做好前期準備,合理選用數(shù)控車床的前提條件 滿足典型零件的工藝要求
典型零件的工藝要求主要是零件的結(jié)構(gòu)尺寸、加工范圍和精度要求。根據(jù)精度要求,即工件的尺寸精度、定位精度和表面粗糙度的要求來選擇數(shù)控車床的控制精度。 根據(jù)可靠性來選擇,可靠性是提高產(chǎn)品質(zhì)量和生產(chǎn)效率的保證。數(shù)控機床的可靠性是指機床在規(guī)定條件下執(zhí)行其功能時,長時間穩(wěn)定運行而不出故障。即平均*時間長,即使出了故障,短時間內(nèi)能恢復,重新投入使用。選擇結(jié)構(gòu)合理、制造精良,并已批量生產(chǎn)的機床。一般,用戶越多,數(shù)控系統(tǒng)的可靠性越高。
2.機床附件及選購
機床隨機附件、備件及其供應(yīng)能力、對已投產(chǎn)數(shù)控車床、車削中心來說是十分重要的。選擇機床,需仔細考慮和附件的配套性。
3.注重控制系統(tǒng)的同一性
生產(chǎn)廠家一般選擇同一廠商的產(chǎn)品,至少應(yīng)選購同一廠商的控制系統(tǒng),這給維修工作帶來*的便利。教學單位,由于需要學生見多識廣,選用不同的系統(tǒng),配備各種仿真軟件是明智的選擇。
4.根據(jù)性能價格比來選擇
做到功能、精度不閑置、不浪費,不要選擇和自己需要無關(guān)的功能。
5.機床的防護
需要時,機床可配備全封閉或半封閉的防護裝置、自動排屑裝置。
在選擇數(shù)控車床、車削中心時,應(yīng)綜合考慮上述各項原則。培訓目標
培養(yǎng)適應(yīng)現(xiàn)代化經(jīng)濟建設(shè)需要,德、智、體全面發(fā)展,具有扎實的數(shù)控機床加工專業(yè)知識,有較強的動手能力,能在生產(chǎn)一線的智能、技能型操作崗位上,從事數(shù)控加工和數(shù)控設(shè)備操作與管理的人才。主要課程
機械制圖、公差配合與技術(shù)測量基礎(chǔ)、金屬材料與熱處理、機械設(shè)計基礎(chǔ)、工程力學、液壓與氣動技術(shù)、機床夾具、金屬切削原理與、機械制造工藝學、電工電子基礎(chǔ)及操作技能、鉗工技能培訓數(shù)控車床加工技術(shù)、數(shù)控銑床加工中心加工技術(shù)、電火花加工技術(shù)、AutoCAD、PRO/E三維造型與設(shè)計、UG三維設(shè)計與數(shù)控編程、MASTERCAM三維設(shè)計與數(shù)控編程、數(shù)控機床結(jié)構(gòu)與維護。就業(yè)方向
*、可以選擇的就是數(shù)控操作工,經(jīng)過數(shù)控實習和數(shù)控操作培訓的學生都可以勝任,但是這個工作崗位競爭的壓力zui大,任何一所工科的高職都有這個專業(yè),還不要說中職以及技校的學生。目前我國機加工行業(yè)的數(shù)控操作崗位已基本達到飽和。有的學生跟我說他們的同學,也就初中畢業(yè),干數(shù)控操作比他們早五六年,都是熟練工了,工資也可以,因此覺得很沒有希望。我跟他們講,要比的不是眼前,而是以后的發(fā)展。
第二、數(shù)控編程員。很多的機加工企業(yè)都采用自動編程來生成數(shù)控加工程序,因此需要學習CAM軟件。不同的單位使用不同的CAM軟件,種類多種多樣,但是大體上加工的方法都類似,所以必須學好一個。但是做數(shù)控編程員要求很高,責任也很大,因此要求有豐富的加工經(jīng)驗。這樣的話,對于剛剛走出校門的學生,馬上做這個崗位不現(xiàn)實。必須經(jīng)過一段時間的鍛煉,短則一兩年,長的話得三五年。
第三、數(shù)控維修人員或者叫售后服務(wù)人員。這個崗位的要求更高,是數(shù)控方面zui缺乏的。不僅要求有豐富機械知識,還要有豐富的電氣知識。如果選擇了這個方向,可能會很辛苦(比如經(jīng)常出差),要不斷的學習,不斷積累經(jīng)驗。這個崗位需要得到的鍛煉更多,因此達到熟練的時間會比較長,但是回報也會比較豐厚。
第四、數(shù)控銷售人員。這個崗位的報酬是zui豐厚的,而要求掌握的專業(yè)知識并不那么多,但是要求有出眾的口才以及良好的社交能力,不是一般人能干的。
第五、相近專業(yè)的也可以選擇:機械設(shè)計方面如繪圖人員,做機械設(shè)計師、結(jié)構(gòu)設(shè)計師;加工工藝管理或者現(xiàn)場技術(shù)人員、機械設(shè)計人員(機械工程師)數(shù)控機床操作工、機械設(shè)備維修工、機械設(shè)備銷售員、程序編制員、機械工藝員、檢查員、生產(chǎn)管理員。行業(yè)應(yīng)用
數(shù)控變頻器
SAJ數(shù)控變頻器主要特點:
1、低頻力矩大、輸出平穩(wěn)
2、高性能矢量控制
3、轉(zhuǎn)矩動態(tài)響應(yīng)快、穩(wěn)速精度高
4、減速停車速度快
5、抗*力強
應(yīng)用數(shù)控機床
2011年,數(shù)控金屬切削機床增長突出,產(chǎn)量同比增長68.91%,增速比上年提高12.16個百分點。在國家振興裝備制造業(yè)和產(chǎn)業(yè)轉(zhuǎn)移的帶動下,我國設(shè)備工具購置投資增長率在未來5-10年內(nèi)將持續(xù)維持20%左右的水平,機床行業(yè)的需求仍將保持高速增長。在需求的拉動下,我國數(shù)控機床產(chǎn)量保持高速增長,隨著經(jīng)濟結(jié)構(gòu)調(diào)整的深化,數(shù)控機床和數(shù)控系統(tǒng)設(shè)備類的上市公司的高成長有望延續(xù)。2011年數(shù)控機床消費超過80億美元,臺數(shù)超過12萬臺,表明了數(shù)控機床已成為機床消費的主流,我國未來數(shù)控機床市場巨大。2011年數(shù)控機床需求的快速增長帶來數(shù)控系統(tǒng)的巨大需求,全年數(shù)控系統(tǒng)設(shè)備同比增長一倍以上。發(fā)展情況
硬件技術(shù)
隨著集成電路及計算機技術(shù)的迅猛發(fā)展,給數(shù)控硬件技術(shù)的更新?lián)Q代注入新的活力,現(xiàn)代數(shù)控系統(tǒng)普遍采用超大規(guī)模集成電路(VLSI)、芯片(ASIC)及數(shù)字信號處理(DSP)技術(shù)。在電氣裝聯(lián)上廣泛采用表面安裝(SMT)、三維高密度(three dimensional high density)技術(shù),*地提高系統(tǒng)的可靠性。高速高性能存儲技術(shù),比如閃爍存儲(flash memory),移動存儲(PCMCIA card)等*地方便用戶。薄膜晶體管液晶顯示器(TFTLCD)技術(shù)使得顯示裝置趨于平板化,更便于機電 一體化安裝并改善人機界面。作為數(shù)控系統(tǒng)核心的處理器廣泛采用“位以上的高速RISC CPU,保證高速、高精度的數(shù)控加工。
開放式發(fā)展
開放式數(shù)控的討論已有好些年了,但是應(yīng)該看到,對于開放式結(jié)構(gòu)至今沒有*性的定義。某些用戶認為開放式表示能夠接受當?shù)厥褂玫耐ㄐ艆f(xié)議;而另一些用戶認為開放式意味著所有控制器操作界面**;對機床應(yīng)用工程師而言,開放式意味著對刀架移動、傳感器和邏輯控制有標準的輸入/輸出接口;對大公司和大學的研究工程師來說,開放式意味著以上這些均來自隨即拿來就用的積木塊。由于來自zui終用戶和集成商(機床廠)的壓力,開放式結(jié)構(gòu)的開發(fā)工作正在向前發(fā)展并將持續(xù)下去。一個積極成果即是基于PC的CNC,即PC-based。
實時操作
嚴格意義上說,數(shù)控控制軟件中包含著實時操作系統(tǒng)的思想,例如任務(wù)調(diào)度、存儲器管理、中斷處理等,但這種技術(shù)是隱含的,是和數(shù)控應(yīng)用程序比如插補,伺服、譯碼等混合的。每一個數(shù)控系統(tǒng)都是*的,不透明的。這種情況對于zui終用戶和系統(tǒng)集成商而言帶來諸多不便。在開放式數(shù)控呼聲日益高漲的今天,研究實時操作系統(tǒng)在CNC軟件中的應(yīng)用是順理成章的事。特別是嵌入式實時操作系統(tǒng)的技術(shù)發(fā)展迅猛,這對于數(shù)控控制軟件的開發(fā)將產(chǎn)生革命性的影響。選擇一個合適的商用嵌入式實時操作系統(tǒng),將插補、伺服、譯碼、數(shù)據(jù)處理等數(shù)控應(yīng)用軟件往上“掛”,zui終移植到一個硬件環(huán)境中去,形成zui終使用戶滿意的數(shù)控系統(tǒng),也就是個性化的CNC系統(tǒng),這將是開放式數(shù)控的主要方向。程序編制
數(shù)控編程是指從零件圖紙到獲得數(shù)控加工程序的全部工作過程。如圖所示,編程工作主要包括:
(1)分析零件圖樣和制定工藝方案
這項工作的內(nèi)容包括:對零件圖樣進行分析,明確加工的內(nèi)容和要求;確定加工方案;選擇適合的數(shù)控機床;選擇或設(shè)計和夾具;確定合理的走刀路線及選擇合理的切削用量等。這一工作要求編程人員能夠?qū)α慵D樣的技術(shù)特性、幾何形狀、尺寸及工藝要求進行分析,并結(jié)合數(shù)控機床使用的基礎(chǔ)知識,如數(shù)控機床的規(guī)格、性能、數(shù)控系統(tǒng)的功能等,確定加工方法和加工路線。
(2)數(shù)學處理
在確定了工藝方案后,就需要根據(jù)零件的幾何尺寸、加工路線等,計算中心運動軌跡,以獲得刀位數(shù)據(jù)。數(shù)控系統(tǒng)一般均具有直線插補與圓弧插補功能,對于加工由圓弧和直線組成的較簡單的平面零件,只需要計算出零件輪廓上相鄰幾何元素交點或切點的坐標值,得出各幾何元素的起點、終點、圓弧的圓心坐標值等,就能滿足編程要求。當零件的幾何形狀與控制系統(tǒng)的插補功能不*時,就需要進行較復雜的數(shù)值計算,一般需要使用計算機輔助計算,否則難以完成。
(3)編寫零件加工程序
在完成上述工藝處理及數(shù)值計算工作后,即可編寫零件加工程序。程序編制人員使用數(shù)控系統(tǒng)的程序指令,按照規(guī)定的程序格式,逐段編寫加工程序。程序編制人員應(yīng)對數(shù)控機床的功能、程序指令及代碼十分熟悉,才能編寫出正確的加工程序。
(4)程序檢驗
將編寫好的加工程序輸入數(shù)控系統(tǒng),就可控制數(shù)控機床的加工工作。一般在正式加工之前,要對程序進行檢驗。通常可采用機床空運轉(zhuǎn)的方式,來檢查機床動作和運動軌跡的正確性,以檢驗程序。在具有圖形模擬顯示功能的數(shù)控機床上,可通過顯示走刀軌跡或模擬對工件的切削過程,對程序進行檢查。對于形狀復雜和要求高的零件,也可采用鋁件、塑料或石蠟等易切材料進行試切來檢驗程序。通過檢查試件,不僅可確認程序是否正確,還可知道加工精度是否符合要求。若能采用與被加工零件材料相同的材料進行試切,則更能反映實際加工效果,當發(fā)現(xiàn)加工的零件不符合加工技術(shù)要求時,可修改程序或采取尺寸補償?shù)却胧?/p>

通過PROFIBUS實現(xiàn)的快速現(xiàn)場總線通訊-現(xiàn)場總線標準在SIMATIC S7-1200上采用集成PROFINET接口可以實現(xiàn)與其他制造商生產(chǎn)的設(shè)備之間的無縫集成。利用所支持的本地開放式以太網(wǎng)協(xié)議TCP/IP和TCP上的ISO,可以與多個第三方設(shè)備進行連接和通訊。它提供了單個運動軸的自動控制和手動控制,以及在線診斷信息。To the top of the page利用已建立的TCP/IP標準,SIMATIC S7-1200集成的PROFINET接口可用于編程或者與HMI設(shè)備和額外的控制器之間的通信。作為PROFINET IO控制器,SIMATIC S7-1200現(xiàn)在支持與PROFINET IO設(shè)備之間的通信。可擴展的緊湊自動化的模塊化概念 信號模塊可以連接到CPU的右側(cè),進一步擴展數(shù)字或模擬輸入/輸出能力。CPU 1212C接受兩個,CPU1214C接受八個信號模塊。To the top of the page*整合
上海西門子銷售商,中國總代理西門子電機,西門子中國官*總代理 西門子中國官*一級代理 西門子中國官*總代理 ,西門子S7-300PLC,西門子s7-200plc 西門子S7-200PLC總代理,西門子PLC中國總代理,西門子PLC,西門子PLC總代理,,西門子中國總代理,上海西門子PLC總代理,S7-200西門子PLC總代理,S7-300西門子PLC,西門子plc模塊,西門子plc編程線,西門子plc編程電纜
西門子S7-1200模擬量輸入輸出模塊
| S7-300 |
| 西門子S7-1200模擬量輸入輸出模塊SIPLUS S7-300 模塊化微型PLC 系統(tǒng),滿足中、小規(guī)模的性能要求 各種性能的模塊可以非常好地滿足和適應(yīng)自動化控制任務(wù) 簡單實用的分布式結(jié)構(gòu)和多界面網(wǎng)絡(luò)能力,使得應(yīng)用十分靈活 方便用戶和簡易的無風扇設(shè)計 當控制任務(wù)增加時,可自由擴展 大量的集成功能使它功能非常強勁 SIPLUS S7-300 用于惡劣環(huán)境條件下的PLC 擴展溫度范圍從-25°C 到+70°C 適用于特殊的環(huán)境( 污染空氣中使用) 允許短時冷凝以及短時機械負載的增加 S7-300 采用經(jīng)過認證的PLC 技術(shù) 易于操作、編程、維護和服務(wù) 特別適用于汽車工業(yè)、環(huán)境技術(shù)、采礦、化工廠、生產(chǎn)技術(shù)以及食品加工等領(lǐng)域 低成本的解決案 |
| 西門子S7-1200模擬量輸入輸出模塊SIMATIC S7-200系列PLC適用于各行各業(yè),各種場合中的檢測、監(jiān)測及控制的自動化。S7-200系列的強大功能使其無論在獨立運行中,或相連成網(wǎng)絡(luò)皆能實現(xiàn)復雜控制功能。因此S7-200系列具有*的性能/價格比。 概述 SIMATIC S7-200系列PLC適用于各行各業(yè),各種場合中的檢測、監(jiān)測及控制的自動化。S7-200系列的強大功能使其無論在獨立運行中,或相連成網(wǎng)絡(luò)皆能實現(xiàn)復雜控制功能。因此S7-200系列具有*的性能/價格比。 S7-200系列出色表現(xiàn)在以下幾個方面: * *的可靠性 * 極豐富的指令集 * 易于掌握 * 便捷的操作 * 豐富的內(nèi)置集成功能 * 實時特性 * 強勁的通訊能力 * 豐富的擴展模塊 S7-200系列在集散自動化系統(tǒng)中充分發(fā)揮其強大功能。使用范圍可覆蓋從替代繼電器的簡單控制到更復雜的自動化控制。應(yīng)用領(lǐng)域極為廣泛,覆蓋所有與自動檢測,自動化控制有關(guān)的工業(yè)及民用領(lǐng)域,包括各種機床、機械、電力設(shè)施、民用設(shè)施、環(huán)境保護設(shè)備等等。如:沖壓機床,磨床,印刷機械,橡膠化工機械,*空調(diào),電梯控制,運動系統(tǒng)。 S7-200系列PLC可提供4個不同的基本型號的8種CPU供您使用。 CPU單元設(shè)計 集成的24V負載電源:可直接連接到傳感器和變送器(執(zhí)行器),CPU 221,222具有180mA輸出, CPU 224,CPU 226分別輸出280,400mA。可用作負載電源。 不同的設(shè)備類型 CPU 221~226各有2種類型CPU,具有不同的電源電壓和控制電壓。 本機數(shù)字量輸入/輸出點 CPU 221具有6個輸入點和4個輸出點,CPU 222具有8個輸入點和6個輸出點,CPU 224具有14個輸入點和10個輸出點。CPU 226具有24個輸入點和16個輸出點。 中斷輸入 允許以極快的速度對過程信號的上升沿作出響應(yīng)。 高速計數(shù)器 CPU 221/222 4個高速計數(shù)器(30KHz),可編程并具有復位輸入,2個獨立的輸入端可同時作加、減計數(shù),可連接兩個相位差為90°的A/B相增量編碼器。 CPU224/226 6個高速計數(shù)器(30KHz),具有CPU221/222相同的功能。 CPU 222/224/226 可方便地用數(shù)字量和模擬量擴展模塊進行擴展。可使用仿真器(選件)對本機輸入信號進行仿真,用于調(diào)試用戶程序。 模擬電位器 CPU221/222 1個。 CPU224/226 2個。 脈沖輸出 2路高頻率脈沖輸出(zui大20KHz),用于控制步進電機或伺服電機實現(xiàn)定位任務(wù)。 實時時鐘 例如為信息加注時間標記,記錄機器運行時間或?qū)^程進行時間控制。 EEPROM存儲器模塊(選件) 可作為修改與拷貝程序的快速工具(無需編程器),并可進行輔助軟件歸檔工作。 |
電池模塊
|

SIMATIC S7-1200 具有用于進行計算和測量、閉環(huán)回路控制和運動控制的集成技術(shù),是一個功能非常強大的系統(tǒng),可以實現(xiàn)多種類型的自動化任務(wù)。RS485和RS232通訊模塊適用于串行、基于字符的點到點連接。在SIMATIC STEP 7 Basic工程系統(tǒng)內(nèi)部已經(jīng)包含了USS驅(qū)動器協(xié)議以及Modbus RTU主、從協(xié)議的庫函數(shù)。To the top of the pageSIMATIC S7-1200 具有集成的 PROFINET 接口、強大的集成技術(shù)功能和可擴展性強、靈活度高的設(shè)計。它實現(xiàn)了簡便的通信、有效的技術(shù)任務(wù)解決方案,并能*一系列的獨立自動化需求。 大量不同的數(shù)字量和模擬量模塊可精確提供每種任務(wù)所需的輸入/輸出。數(shù)字量和模擬量模塊在通道數(shù)目、電壓和電流范圍、隔離、診斷和報警功能等方面有所不同。 對于在此列舉的所有模塊系列,SIPLUS 部件也可應(yīng)用在擴展溫度范圍 -25 - +60℃ 以及腐蝕性環(huán)境/冷凝環(huán)境中。一個通用工程組態(tài)框架用于可擴展設(shè)計中緊湊自動化的模塊化概念。SIMATIC S7-1200 控制器集成了兩個高速輸出,可用作脈沖序列輸出或調(diào)諧脈沖寬度的輸出。當作為 PTO 進行組態(tài)時,以高達 100 千赫的速度 提供50% 的占空比脈沖序列,用于控制步進馬達和伺服驅(qū)動器的開環(huán)回路速度和位置。使用其中兩個高速計數(shù)器在內(nèi)部提供對脈沖序列輸出的反饋。當作為 PWM 輸出進行組態(tài)時,將提供帶有可變占空比的固定周期數(shù)輸出,用于控制馬達的速度、閥門的位置或發(fā)熱組件的占空比。To the top of the pag我們保證 SIMATIC STEP 7 使用簡便,不管你是剛接觸工程組態(tài)還是已經(jīng)有多年常規(guī)使用經(jīng)驗。對初學者來說,工程組態(tài)易學易用;對專業(yè)人員來說,工程組態(tài)快速高效。可擴展性強、靈活度高的設(shè)計
西門子模塊6ES7231-5PA30-0XB0 西門子模塊6ES7231-5PA30-0XB0



 環(huán)保在線
環(huán)保在線